Lazer Kesim Tasarım Kılavuzu
Özel Metal olarak Trumpf marka 2D CO₂ lazer kesim makinaları ile hizmet vermekteyiz.
CO₂ lazer kesim makinaları, çapak içermeyen daha pürüzsüz kenar kesimleri elde etmek için idealdir ve genellikle ekstra bir işleme ihtiyaç duymazlar.
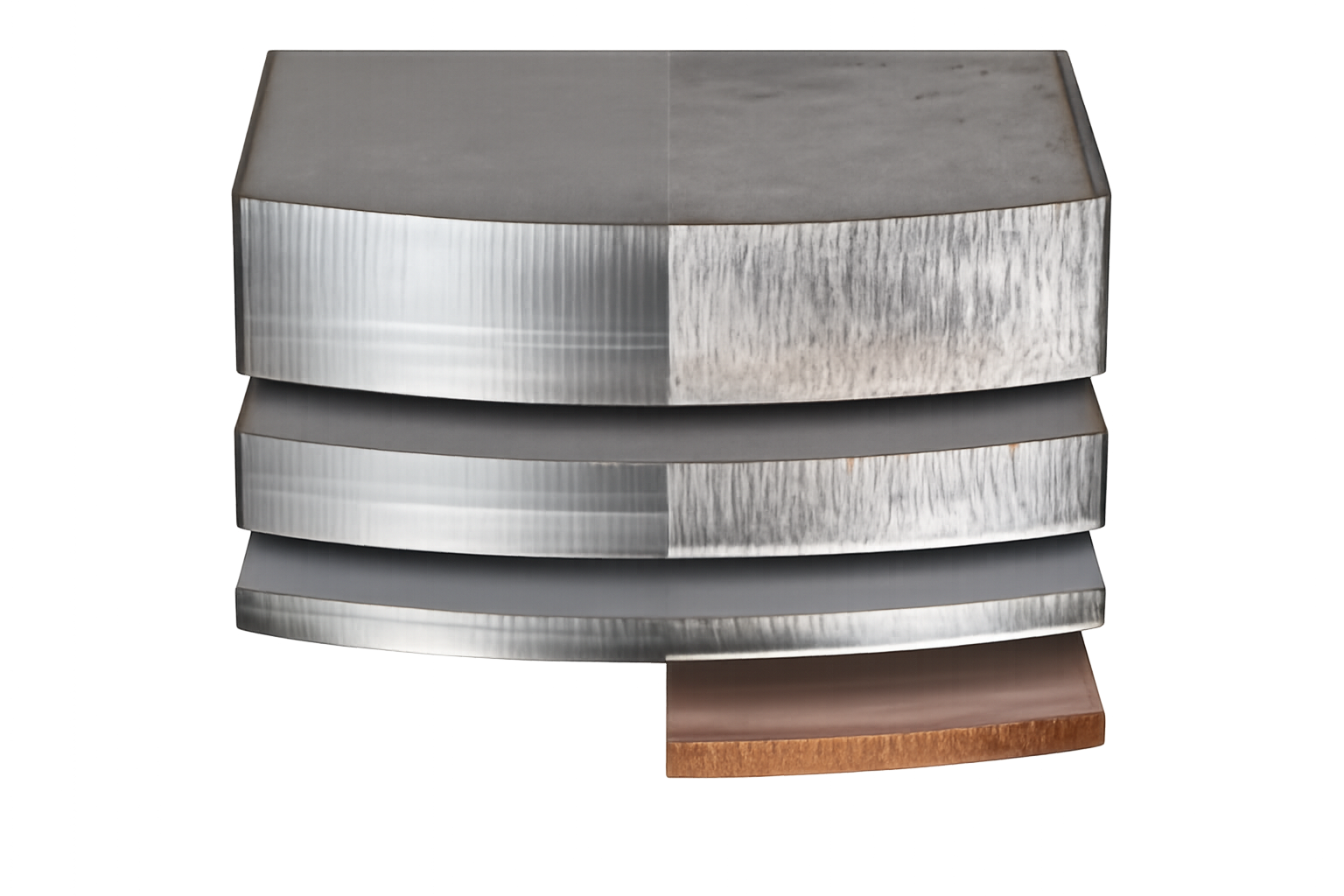
CO₂ Lazer / Katı Hal Lazer
*3mm-8mm ve 15mm paslanmaz çelik üzerinde CO₂
lazer ve katı hal lazer kenar kesim kaliteleri.
Üretim Kabiliyetleri
Kesim yaptığımız malzemeler, maksimum kalınlıklar ve maksimum ebatlar aşağıdaki gibidir.
| Malzeme | Çalışma Alanı (İş Parçası) | Mak. Sac Kalınlığı |
|---|---|---|
|
Karbon Çelikleri DKP (DC01/6112) HRP (DD11/6222) Siyah Sac (ST37/S235JR-ST44/S275JR-ST52/S355JR) Galvanizli Sac (DX51D/DX52D+Z100/Z275) |
• 1000x2000 mm • 1250x2500 mm • 3000x1500 mm (Max.) |
0.8 mm – 15 mm |
|
Paslanmaz Çelikler AISI 304 / 1.4301 / X5CrNi18.10 AISI 304L / 1.4307 / X2CrNi18.9 AISI 316 / 1.4401 / X5CrNiMo17-12-2 AISI 316L / 1.4404 / X2CrNiMo17-12-2 AISI 430 / 1.4016 / X6Cr17 |
0.8 mm – 12 mm | |
|
Alüminyum 1050 Alaşım (H14-H18-H2X) 5754 / 5083 / 5152 Alaşım (H0-H111-H2X-H3X) 6061 / 6082 Alaşım (T6-T651) 7075 Alaşım (T651-T652) |
0.8 mm – 10 mm |
Toleranslar
Lazer kesim makinalarında tolerans genellikle +-0,1 ve +-0.2mm aralığındadır. Fakat işlenmiş malzemelerde durum değişiklik gösterebilir. Parça şekillenmeye başladıkça tolerans değeri artacaktır.


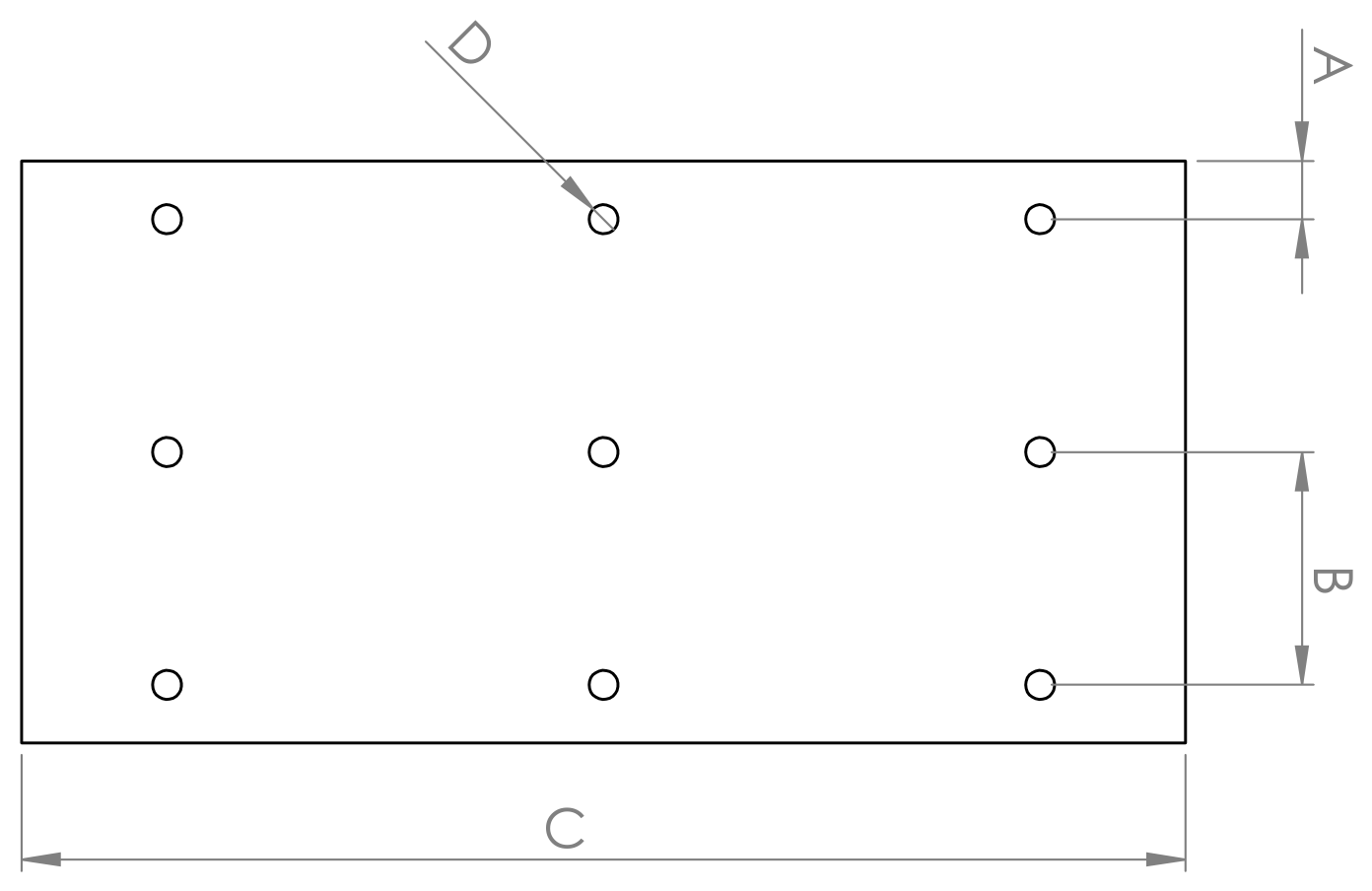
| Açıklama | Tolerans (mm) | Referans Ölçü |
|---|---|---|
| Kenardan Kenara | ±0.3 | A |
| Kenardan Deliğe | B | |
| Delikten Deliğe | C | |
| Delik Çapı | D | |
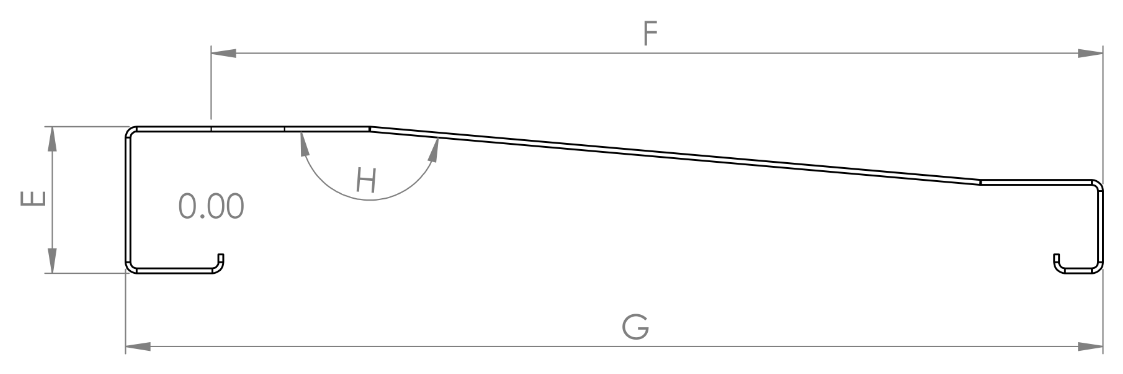
| Bükümden kenara/Deliğe | E | |
| Bükümden Deliğe/Unsura(Çoklu Yüzey-Büküm) | ±0.5 | F |
| Birden Fazla Şekil Verilmiş Parça (Kenar/Kenar) | ±0.5 | G |
| Büküm Açısı | ±0.1 | H |
Özel metal olarak sac levha proseslerinde takip ettiğimiz kalite kontrol standartı: DIN ISO 2768-M
Sac levha uzunlukları ve tolerans ilişkilerini aşağıdaki tablodan inceleyebilirsiniz.
DIN ISO 2768’e Göre Genel Toleranslar
En güncel DIN standart sayfası versiyonu, DIN standartlarına göre üretilen tüm parçalar için geçerlidir.
Tolerans değeri belirtilmemiş ölçülerdeki sapmalar, “DIN ISO 2768–mk” standardına göre uygulanır.
| İzin verilen sapmalar anma uzunluk aralıkları için mm cinsinden |
f (hassas) | m (orta) | c (kaba) | v (çok kaba) |
|---|---|---|---|---|
| 0.5 ila 3 arası | ±0.05 | ±0.1 | ±0.2 | - |
| 3 üzeri ila 6 arası | ±0.05 | ±0.1 | ±0.3 | ±0.5 |
| 6 üzeri ila 30 arası | ±0.1 | ±0.2 | ±0.5 | ±1.0 |
| 30 üzeri ila 120 arası | ±0.15 | ±0.3 | ±0.8 | ±1.5 |
| 120 üzeri ila 400 arası | ±0.2 | ±0.5 | ±1.2 | ±2.5 |
| 400 üzeri ila 1000 arası | ±0.3 | ±0.8 | ±2.0 | ±4.0 |
| 1000 üzeri ila 2000 arası | ±0.5 | ±1.2 | ±3.0 | ±6.0 |
| 2000 üzeri ila 4000 arası | - | ±2.0 | ±4.0 | ±8.0 |
Dış Yarıçap ve Pah Yükseklikleri
| İzin verilen sapmalar anma uzunluk aralıkları için mm cinsinden |
f (hassas) | m (orta) | c (kaba) | v (çok kaba) |
|---|---|---|---|---|
| 0.5 ila 3 arası | ±0.2 | ±0.2 | ±0.4 | ±0.4 |
| 3 üzeri ila 6 arası | ±0.5 | ±0.5 | ±1.0 | ±1.0 |
| 6 üzeri | ±1.0 | ±1.0 | ±2.0 | ±2.0 |
Açısal Ölçüler
| İzin verilen sapmalar derece ve dakika cinsinden anma uzunluk aralıkları için |
f (hassas) | m (orta) | c (kaba) | v (çok kaba) |
|---|---|---|---|---|
| 10'a kadar | ±1° | ±1° | ±1°30' | ±3° |
| 10 üzeri ila 50 arası | ±0°30' | ±0°30' | ±1° | ±2° |
| 50 üzeri ila 120 arası | ±0°20' | ±0°20' | ±0°30' | ±1° |
| 120 üzeri ila 400 arası | ±0°10' | ±0°10' | ±0°15' | ±0°30' |
| 400 üzeri | ±0°5' | ±0°5' | ±0°10' | ±0°20' |
Sac Metal Üretim Standartları
A. Sac kalınlığı toleransları kesim toleranslarından bağımsızdır. Sac kalınlıkları toleranslarının tespiti için talep edildiği takdirde tüm malzemelerin sertifikaları paylaşılabilir.
B. Sac levhalar için düzlensellik garanti edilemez.
C. Delik çapı 2mm’in altında bulunan delikler için toleranslar belirtilen toleranslardan daha büyük çıkabilir.
D. Sac kalınlığı arttıkça malzeme çıkış yönünde malzeme genişlik toleransları farklılık gösterebilir.
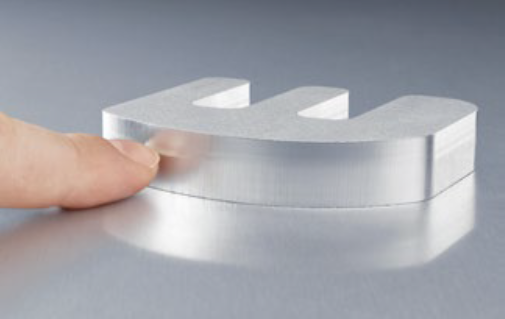
E. Lazer Kesim malzemelerin kenarlarında kesim sonrası pürüzsüz ve yakın bir yüzey ancak dikey çizgiler bulunacaktır.
F. Lazer kesimlerde genellikle tamamen keskin kenarlar bırakılmaz. Keskin köşe dönüşleri gözle görülmeyecek kadar bile olsa yuvarlanabilir.
G. Lazer kesimlerde kerf (kesim kanalı) kalınlığı 0.08mm-1mm aralığında malzeme kalınlığı ve çeşidine göre değişiklik gösterebilir. Malzemelerin iç kesimleri arasında genellikle 0.5mm’den küçük kesimler bulundurulmamalıdır.
H. Lazerler, malzemeler kalınlaştıkça kenar yüzey kalitesini kaybetmeye başlar. Çok çok hassas kesimlerde kalın saclar üzerinde yapılan kesim çalışmalarında istenen sonuçlar elde edilemeyebilir.
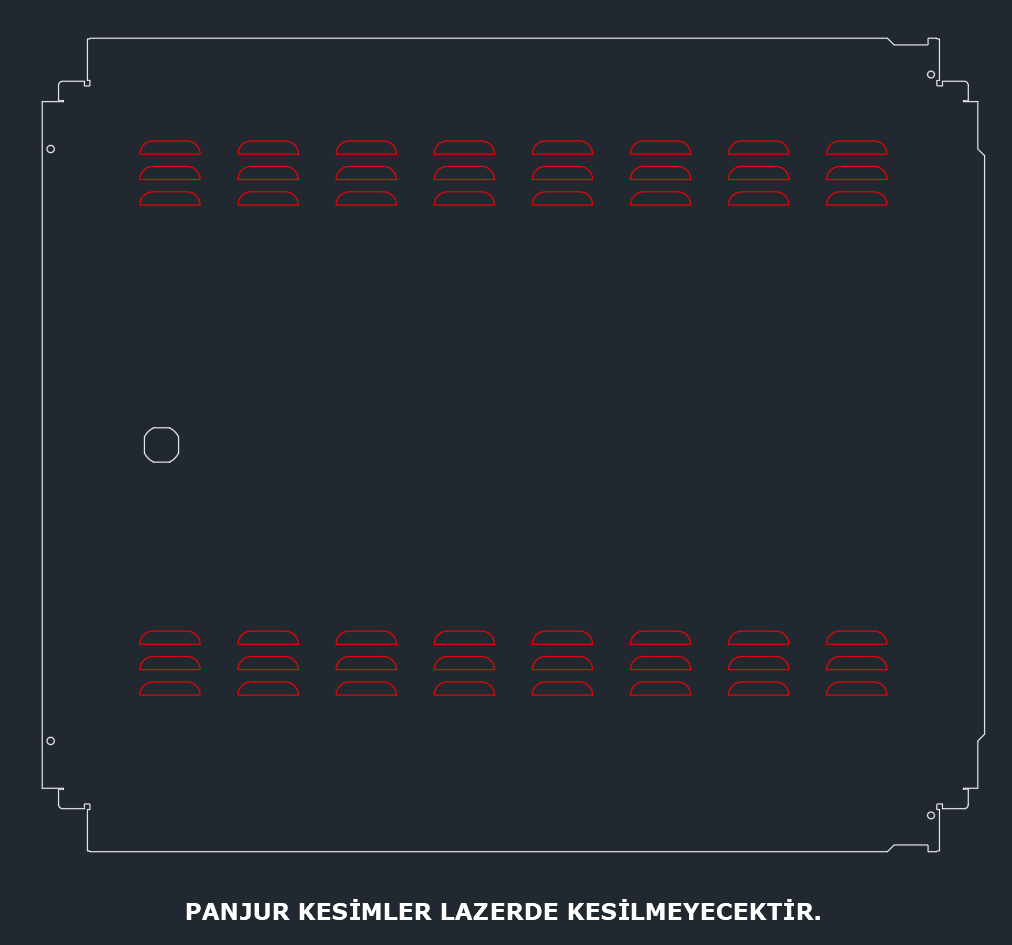
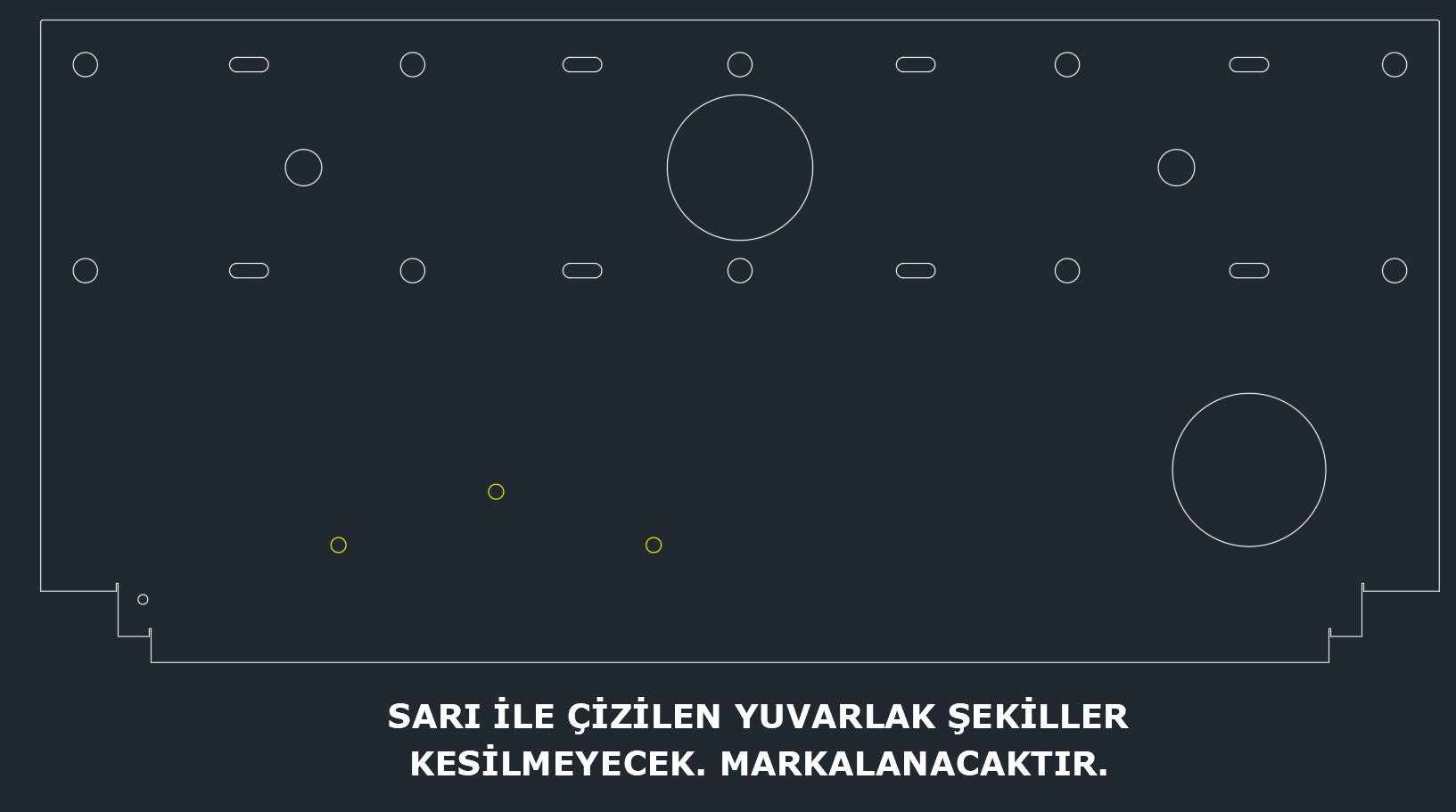
İ. Lazer kesim teknolojisinde, DXF ve DWG dosyalarında beyaz çizgiler kesim hatlarıdır. Sarı renk çizgiler malzeme üzerine markalama yapılır, kırmızı renk çizgiler için ise kesim yapılmaz.
Sac Levha Tasarımı Sırasında Dikkat Edilmesi Gerekenler
Dosya Formatı
Sac kesim için paylaşılan dosya formatı
-2D vektör dosyası olarak: DXF (Tercih edilen) ve DWG
-3D dosya için ise: SLDPRT (Solidworks), STEP/STP formatı tercih edilir.
Özel metal kendi üretim süreçlerini yürütürken ve müşterilerine teknik destek sağlarken Solidworks programını kullanmaktadır. Kullanılan Solidworks program versiyonu ise bulunduğumuz yılın bir önceki yılı olarak her sene güncellenip kullanılmaktadır.
NOT: STL, JPEG, PNG, GIF, TIFF, BMP gibi dosya formatları üretim için kullanılmamaktadır.
Dosya Gereklilikleri
- Çizimler 1/1 oranında ve milimetre cinsinden paylaşılmalıdır. Paylaşılan çizimler aksi belirtilmedikçe varsayılan olarak milimetre cinsinden değerlendirilecektir.
- Kesim dosyası içinde bulunan font ve yazılar (textler) şekil ve dış çizgilere çevrilmiş olmalıdır.
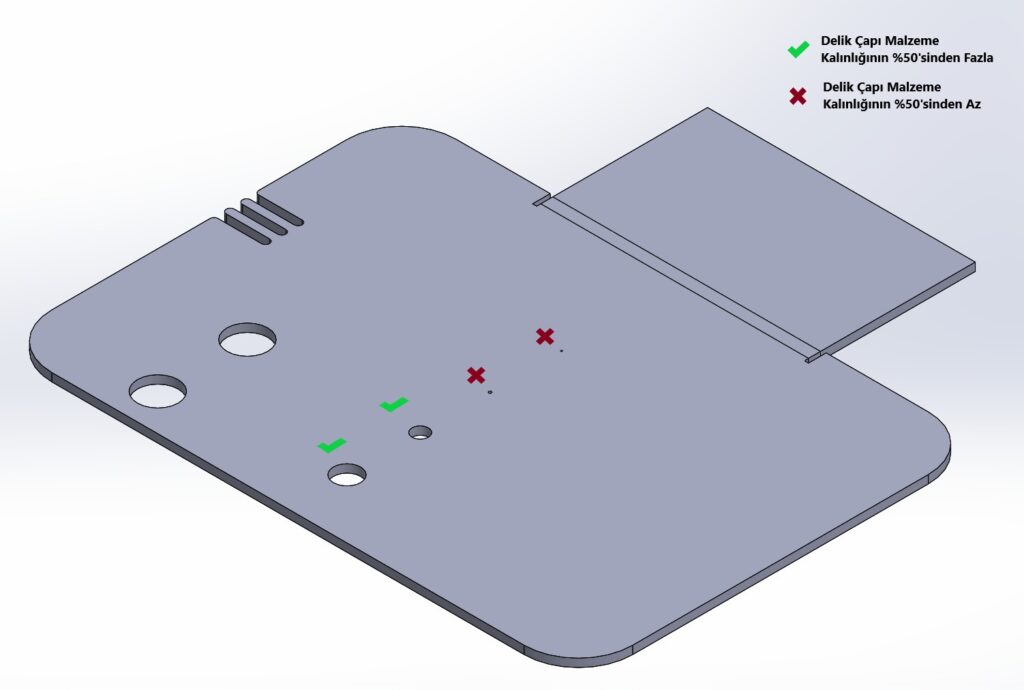
- Delik ve kesim ölçülerinin büyüklüğü en az malzeme kalınlığının yarısı (t/2) kadar olmalı.
- Kesim datasında kesişen veya üst üste (ortak) gelmiş çizgiler bulunmamalı.
- Kesim datasında açık uçlu çizgiler kalmamalı.
- Kesim datasında bulunan font ve yazıların harf göbekleri gibi detayları kesime uygun olacak şekilde “köprüler” ile birleştirilmeli.
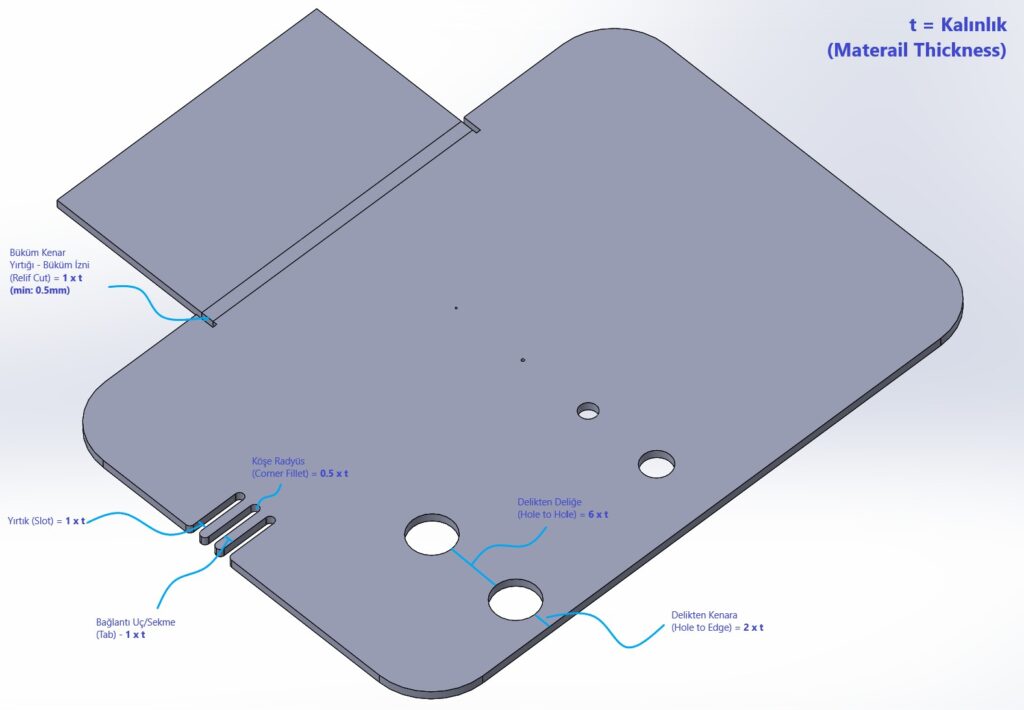
Kesim Unsurları Arasındaki Mesafeler
Sorunsuz çalışan bir sac parçası üretebilmek için tasarım esnasında unsurlar arasındaki mesafelere dikkat etmek gerekir.
Lazer kesimde bir unsurun kesilmesi için bir giriş noktası belirlenmelidir ve giriş noktasının ana parçaya uzaklığı; malzeme kalınlığı ve ışın genişliği (kerf) gibi faktörlerle değişkenlik gösterebilir. Aşağıdaki görsellerde malzeme kalınlığı ve unsur kesimleri ile ilgili tavsiye edilen yönergelere ulaşabilirsiniz. Tasarım sırasında bu yönergelere uymak sağlıklı bir üretim için kritik önem taşımaktadır.